

Введение
С постоянным уменьшением размеров электронных систем все больше возникает интерес к встраиванию компонентов непосредственно в печатные платы (Printed Circuit Boards, PCB). В настоящее время основное внимание уделяется встраиванию компонентов малой мощности, таких как логические интегральные схемы (ИС), низковольтные конденсаторы и резисторы. Однако в области силовой электроники существует значительная работа по интеграции силовых полупроводниковых кристаллов, благодаря преимуществам, таким как улучшенное тепловое управление и снижение паразитной индуктивности.
Хотя интеграция силовых пассивных компонентов, таких как конденсаторы и катушки, более сложна из-за их большего размера для накопления энергии, всё равно существуют причины для исследования их интеграции. Пассивные компоненты, несмотря на более низкую плотность мощности в сравнении с полупроводниковыми кристаллами, все равно требуют эффективного охлаждения, поэтому улучшенное тепловое управление является желательным. Кроме того, толщина печатных плат часто представляет собой неиспользуемое пространство, и встраивание в него как можно большего количества компонентов (активных и пассивных) приведет к увеличению общего объема. Более того, некоторые пассивные компоненты, особенно магнитные, требуют отдельного производственного процесса, который включает индивидуальное проектирование, сборку и намотку. Встраивание этих компонентов в печатные платы позволяет осуществлять одновременное массовое производство, минимизировав дополнительные технологические шаги.
Существуют различные подходы к встраиванию магнитных компонентов. Один из подходов предполагает использование твердых сердечников, но необходимо предпринять меры предосторожности, чтобы предотвратить повреждение сердечников во время ламинирования печатной платы. Некоторые исследования используют плоские формы сердечников, которые могут выдерживать давление, в то время как другие вводят зазоры в сердечники для повышения их гибкости.
Второй подход заключается в использовании более гибких магнитных материалов. Тонкие магнитные слои могут улучшить механическую гибкость, однако такие магнитные материалы требуют электрической изоляции между слоями и могут быть непригодными для больших толщин или мощностей. Аналогичные ограничения применяются и к другому методу, который использует тонкие слои пермаллоя, окружающие единственный внутренний медный слой для намоток, применимый как для интеграции в печатные платы, так и в кремний, но ограниченный низкой мощностью из-за тонких магнитных слоев.
Второе решение для создания гибких магнитных слоев предполагает смешивание магнитных частиц с полимерами. Этот подход был использован при создании индуктивностей с использованием листов магнитных чешуек в полимерной матрице, а также в преобразователях с использованием листов Maglam, состоящих из ферритного порошка в полимере с относительной магнитной проницаемостью 17. Другой метод предполагает нанесение смеси магнитных частиц и полимеров, которая затем затвердевает на месте. Эта техника была использована с использованием полиимида в качестве матрицы и применяется для производства печатных платных индуктивностей.
В данной статье представлен альтернативный подход к созданию магнитных компонентов. Метод заключается в формировании полости в печатной плате перед ламинированием и заполнении ее ферритным порошком без какого-либо связующего или матрицы. Затем печатная плата ламинируется, защищая ферритный порошок, и создаются намотки путем формирования медных слоев. Процесс производства описан в следующем разделе.
Заполнение ферритового порошка
Предложенный в данной статье подход изображен на рисунке 1, где для создания "формы" используется стопка композитных листов эпоксидного стеклотекстолита (препрегов). Эта форма затем заполняется ферритовым порошком (рисунок 1(а)). Далее проводится процесс полимеризации для застывания смолы и формирования сплошной детали, при этом применяется механическое давление для улучшения сцепления, уменьшения воздушных прослоек между частицами феррита и обеспечения проникновения смолы в феррит (рисунок 1(б)).
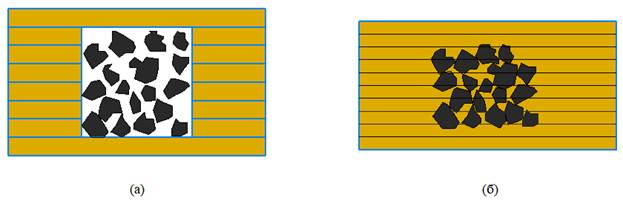
Рисунок 1 – Заполнение ферритового порошка
В работе рассматривается конкретный ферритовый материал FMS 0,250 фирмы «Ferroxcube», содержащий в себе 71% оксида железа (III), 20,7% оксида марганца (II) и 8,3% оксида цинка. Это порошок с распределением размера частиц d10 = 8-12 мкм; d50 = 80-120 мкм; d90 = 250-300 мкм. Точное значение проницаемости не предоставляется из-за вариаций в составе, но он был выбран из-за его доступности в виде порошка. На рисунке 2 предоставлены некоторые стадии заполнения.

Рисунок 2 – Промежуточные стадии создания магнитного компонента
Изначально вырезаются листы препрега, сохранив тонкие перемычки для удержания центрального элемента. Далее на металлическую пластину выкладываются и выравниваются листы препрега и медная фольга. Этот начальный «пакет» слоев прессуется при невысокой температуре для образования слабой связи между листами препрега. Невысокая температура не позволит листам препрега окончательно склеиться. У образовавшегося пакета слоев срезаются перемычки и в полость вокруг центра насыпается ферритовый материал до образования однородного слоя. Излишки материала снимаются ракелем. К пакету сверху добавляется слой препрега и медная фольга. Полученный пакет фиксируется между металлическими плитами и затем помещается в термопресс для завершения цикла ламинирования, в результате которого смола препрега становится жидкой и проникает между частиц ферритового материала. Далее в остывшем пакете просверливаются отверстия для подготовки к формированию обмотки и плата покрывается паяльной маской.
Конструкция полученной катушки индуктивности представлена на рисунке 3.
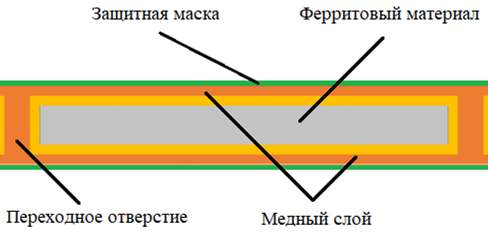
Рисунок 3 – Конструкция встроенной катушки
Процесс заполнения довольно прост. Основное отличие от стандартного процесса изготовления печатных плат заключается в использовании только препреговых листов для финального ламинирования, исключая использование предварительно отвержденных плат. В результате для достижения окончательной толщины печатной платы необходимо установить большое количество препреговых слоев (для получения толщины платы 1,5 мм потребуется более 20 листов препрега). Еще одно отличие заключается в шаге, на котором препреговые листы прессуются при низкой температуре для исключения зазоров, которые могут привести к проникновению ферритных частиц.
Для создания полости требуется использовать стопку из 20 препреговых листов, что приведет к оценочной толщине магнитного сердечника 1,28 мм (каждый препреговый лист имеет ламинированную толщину 64 мкм).
Расчет электрических параметров
В отличие от индуктивных элементов без сердечников, при расчёте которых учитываетсямагнитный поток,пронизывающий только проводник с током, магнитный поток индуктивных элементов с сердечниками практически полностью замыкается на сердечники. Поэтому при расчёте индуктивности таких элементов необходимо учитывать размеры сердечника и материал, из которого он изготовлен, то есть его магнитную проницаемость.
Так как в документации Ferroxcube не предоставляется проницаемость используемого в данном исследовании ферритового материала, ожидается, что она будет находиться в диапазоне от нескольких сотен до нескольких тысяч. Поэтому, для удобства расчета индуктивностей примем значение проницаемости равным 1000 (у феррита марки РС40 магнитная проницаемость равна 2300).
Для катушек с сердечниками, имеющими сложную конструкцию используется понятие эффективных (эквивалентных) размеров, которые учитывают особенности формы сердечников:эффективный путь магнитной линииleиэффективная площадь поперечного сеченияSeсердечника. Тогда индуктивность катушки с сердечником будет вычисляться по формуле:
 (1)
(1)
где  – количество витков;
– количество витков;
µ0 – магнитная постоянная, µ0= 4π*10-7;
µr – относительная магнитная проницаемость вещества;
 – эффективная площадь поперечного сечения сердечника,
– эффективная площадь поперечного сечения сердечника,
 – эффективный путь магнитной линии сердечника.
– эффективный путь магнитной линии сердечника.
Таким образом, расчёт индуктивности индуктивных элементов с сердечниками сводится к нахождению эффективных размеров сердечника. Для упрощения нахождения данных размеров сердечника ввели вспомогательные величины, называемые постоянные сердечников:
С1– первая постоянная сердечника, которая равна сумме отношений длины однородных по сечению участков сердечника к поперечного сечения сердечника, измеряется в мм-1.
 (2)
(2)
где N– количество разнородных участков сердечника;
 – длина N – го участка сердечника;
– длина N – го участка сердечника;
 – площадь N – го участка сердечника.
– площадь N – го участка сердечника.
С2– вторая постоянная сердечника, которая равна сумме отношений длин однородных по сечению участков сердечника к квадрату своего сечения, измеряется в мм-3.
 (3)
(3)
Для расчета индуктивности L, используют только постоянную С1по следующему выражению:
 (4)
(4)
Для того, чтобы рассчитать индуктивность достаточно знать три конструктивных параметра такого магнитопровода: D1– внешний диаметр, D2– внутренний диаметр, h – высота сердечника.
Для сравнения рассчитаем 2 катушки с различными внутренними и внешними диаметрами, но одинаковой высотой ферритового сердечника.
Для первой катушки зададим следующие параметры:  витков на слое медной фольги, D1= 50 мм, D2= 25 мм, h = 1,28 мм (стопка из 20 листов препрега), относительная магнитная проницаемость материала сердечника μr= 1000, поперечное сечение прямоугольной формы с острыми кромками. Так как рассчитываем только индуктивность, то в расчёте коэффициента С2нет необходимости.
витков на слое медной фольги, D1= 50 мм, D2= 25 мм, h = 1,28 мм (стопка из 20 листов препрега), относительная магнитная проницаемость материала сердечника μr= 1000, поперечное сечение прямоугольной формы с острыми кромками. Так как рассчитываем только индуктивность, то в расчёте коэффициента С2нет необходимости.
Для второй катушки зададим параметры: витков на слое медной фольги, D1= 30 мм, D2= 10 мм, h = 1,28 мм (стопка из 20 листов препрега), относительная магнитная проницаемость материала сердечника μr= 1000, поперечное сечение прямоугольной формы с острыми кромками.
Для расчета  через конструктивные параметры, формула (2) примет вид:
через конструктивные параметры, формула (2) примет вид:
 (4)
(4)
Рассчитаем индуктивность первой катушки:


Рассчитаем индуктивность второй катушки:


Как видим, при уменьшении соотношения внутреннего ко внешнему диаметру катушки ( ), мы наблюдаем увеличение индуктивности.
), мы наблюдаем увеличение индуктивности.
В случае же увеличения высоты ферритовой катушки h мы будем наблюдать увеличение индуктивности. Рассмотрим на примере второй катушки, оставив неизменными все параметры, кроме h, равной 3 мм:


Из расчета видно, что индуктивность выросла пропорционально увеличению высоты ферритовой катушки.
Заключение
Мы рассмотрели метод встраивания магнитных сердечников в печатные платы (ПП). Эта техника универсальна и может вместить сердечники разных размеров и форм, при условии, что они помещаются внутри печатной платы. Процесс основан на процессе текучести смолы препрега во время ламинирования печатной платы для связывания ферритовых частиц и использовании давления ламинирования для повышения плотности порошка. Также мы получили значения индуктивностей для катушек различных размеров и выявили зависимости индуктивности от конструктивных параметров.
Библиографическая ссылка
Лифанов А.А., Кузнецов С.Д., Вершинин Е.А., Гуляков С.В. ВСТРОЕННЫЕ В ПЕЧАТНУЮ ПЛАТУ КАТУШКИ ИНДУКТИВНОСТИ НА ОСНОВЕ ФЕРРИТОВОГО ПОРОШКА // Международный студенческий научный вестник. – 2023. – № 5. ;URL: https://eduherald.ru/ru/article/view?id=21331 (дата обращения: 19.05.2024).